The wet bench is where semiconductor and solar wafers are cleaned, etched, stripped, and rinsed in heated chemical baths — and almost every part that touches the chemistry is made of high-purity fused quartz. This guide is built to be complete: it covers every major wet-process step, the chemistry and temperature each one runs at, and every quartz component used across the bench, with the design detail you would normally only find on an individual product page. The aim is a single reference that tells a process engineer or a buyer what each step does, which quartz parts it needs, how those parts are engineered, and how to specify them — without having to chase down a separate datasheet for every item.
Scope. This guide covers liquid-phase wet chemical processing. It does not cover dry thermal processes — diffusion, oxidation, LPCVD, anneal — where quartz boats and furnace tubes are the relevant toolkit. Those are a separate subject. Here the focus is the wet station: the baths, the heaters, the carriers, the plumbing, and the chemistry that runs through them.

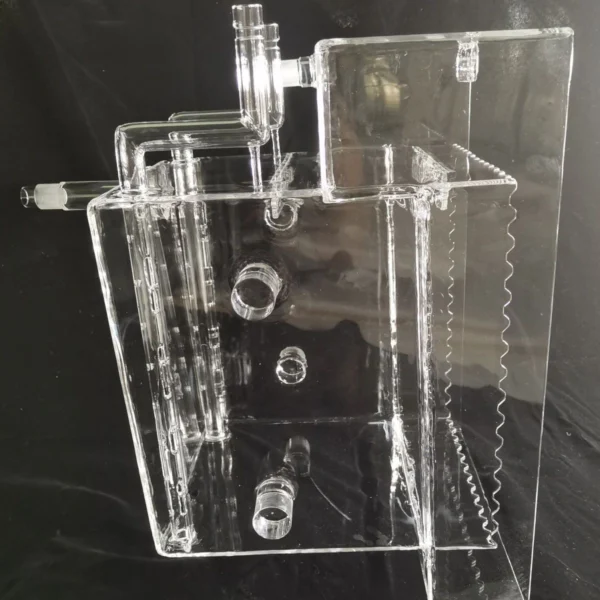
Custom multi-tube fused quartz immersion heater body for heated chemical baths.
Part 1 — Why Fused Quartz Is the Material of the Wet Bench
Before the steps and the parts, it is worth being precise about why quartz is used, because the same two reasons justify every component on the bench and drive every specification decision.
Corrosion resistance at temperature
Wet-cleaning chemistry is deliberately aggressive — concentrated acids, strong bases, and powerful oxidizers, usually hot. Fused silica is chemically inert to nearly all of them: sulfuric, hydrochloric, nitric, phosphoric, and acetic acids, hydrogen peroxide, and ammonium hydroxide all leave it essentially untouched even at elevated temperature. The one critical exception is hydrofluoric acid (HF) and any HF-bearing mixture, which etches quartz directly. Every HF step on the bench must therefore run in fluoropolymer (PTFE, PFA, PVDF) hardware, not quartz. For all non-HF chemistry, quartz outlasts stainless steel, which corrodes, and plastics, which soften or shed particles.
Freedom from metallic contamination
The second reason is purity. Any metallic ion that leaches from a bath component onto a wafer surface becomes a defect downstream — a minority-carrier recombination center, a gate-oxide weak spot, a nucleation site for particles. High-purity fused silica carries only trace metallic impurities, so the part does not contaminate the bath it serves. This is why quartz is chosen even where a cheaper material might survive the chemistry: in wafer processing a component must both survive and stay clean, and quartz does both.
Thermal and optical properties
Two further properties matter. The low thermal expansion of fused silica lets parts cycle between cold and hot without cracking — essential for baths that are heated and drained repeatedly. And the high optical transmittance of clear quartz lets operators and sensors see through tank walls and sight tubes to monitor level and clarity, which is why so much wet-bench hardware is transparent quartz rather than an opaque material.
Part 2 — The Wet-Process Steps and the Quartz Each One Needs
This section walks the main wet-process steps in roughly the order a wafer encounters them, with the chemistry, the temperature, and the specific quartz components each step relies on. Not every fab runs every step, and sequences vary, but the relationship between step and hardware is consistent.
SPM / Piranha Clean (sulfuric–peroxide)
SPM — sulfuric acid mixed with hydrogen peroxide, also called piranha — strips organic contamination and photoresist from the wafer surface. It runs hot, typically 120–150 °C, and the mixture is strongly oxidizing. Quartz is the standard material here: a quartz tank holds the mixture, a quartz immersion heater (or a recirculation loop with a quartz in-line heater) holds it at temperature, and a quartz thermowell protects the control sensor. Because SPM is run hot and the reaction is exothermic, heater wall thickness and thermal-shock resistance are important — this is one of the more demanding heater duties on the bench.
SC-1 Clean (ammonia–peroxide, APM)
SC-1 — ammonium hydroxide, hydrogen peroxide, and water — removes particles and some organic residue by lightly etching the wafer surface so particles lift off. It runs around 70–80 °C. SC-1 is the classic step that benefits from an overflow (cascade) bath: continuous fresh chemistry flowing over a quartz weir carries lifted particles away before they can redeposit. The quartz set for SC-1 is a tank with an integrated overflow weir, an immersion or in-line heater, a thermowell, and a quartz carrier that holds the wafers in the cascade flow.
SC-2 Clean (hydrochloric–peroxide, HPM)
SC-2 — hydrochloric acid, hydrogen peroxide, and water — removes metallic contamination, complexing metal ions so they wash away. It also runs around 70–80 °C. Because the entire purpose of SC-2 is metal removal, contamination cleanliness of the quartz set is paramount here: a heater or tank that leaches metal directly defeats the step. SC-2 uses the same family of parts — quartz tank, heater, thermowell, carrier — specified at the cleanest available grade.
HF / BOE Etch and Oxide Strip — the quartz exception
Dilute HF and buffered oxide etch (BOE, HF buffered with ammonium fluoride) remove silicon dioxide — native oxide before a critical step, or patterned oxide in etch. This is the one wet step where quartz cannot be used: HF etches fused silica directly. HF baths use fluoropolymer tanks, heaters, and carriers. It is included here precisely because the most common specification error in wet-process quartz is ordering a quartz part for an HF step. A good supplier flags HF chemistry immediately and steers you to fluoropolymer. Everywhere else on the bench, quartz is the answer; at the HF station, it is the wrong material.
Hot Phosphoric Acid Nitride Etch
Hot phosphoric acid selectively etches silicon nitride over oxide, running very hot — typically 150–165 °C. The high temperature makes this a demanding station for both the tank and the heater: thermal stress is high, and the bath often runs continuously. Quartz tanks and immersion heaters are standard, engineered with attention to weld strength and wall thickness because of the sustained high temperature.
Rinse (overflow DI rinse and quick-dump rinse)
Between and after chemical steps, wafers are rinsed in deionized water to remove all chemical residue. Overflow rinse tanks flood fresh DI water continuously over a weir; quick-dump rinse tanks fill and rapidly drain to flush chemistry away. Quartz overflow rinse tanks with precision weirs, quartz spray bars for top-spray rinsing, and quartz carriers are the components here. Rinse uniformity depends directly on weir geometry and spray-bar hole pattern.
Dry (the transition off the wet bench)
After the final rinse, wafers are dried — by spin-rinse-dry, IPA vapor dry, or Marangoni dry. Drying hardware is often not quartz (it is frequently fluoropolymer or specialized chambers), but the wafers arrive in quartz carriers, and the cleanliness of those carriers determines whether the final dry leaves a clean surface or a recontaminated one.
| Step | Chemistry | Typical temp | Quartz parts used | Material note |
|---|---|---|---|---|
| SPM / Piranha | H₂SO₄ + H₂O₂ | 120–150 °C | Tank, immersion/in-line heater, thermowell, carrier | Quartz |
| SC-1 (APM) | NH₄OH + H₂O₂ + H₂O | 70–80 °C | Overflow tank + weir, heater, thermowell, carrier | Quartz |
| SC-2 (HPM) | HCl + H₂O₂ + H₂O | 70–80 °C | Tank, heater, thermowell, carrier (cleanest grade) | Quartz |
| HF / BOE | HF (buffered) | Room temp–warm | None — see note | Fluoropolymer, NOT quartz |
| Nitride etch | Hot H₃PO₄ | 150–165 °C | Tank, immersion heater, thermowell | Quartz |
| DI rinse | Deionized water | Room temp | Overflow/quick-dump tank, weir, spray bar, carrier | Quartz |
| Dry | IPA / Marangoni / SRD | Varies | Carrier (dry hardware often non-quartz) | Mixed |
Part 3 — Every Quartz Component on the Wet Bench, in Detail
This is the product reference section. Each quartz component is treated in depth: what it is, the job it does, how it is engineered, every design variable that affects performance, how it fails and how to extend its life, and exactly what to tell a manufacturer when you buy. Read alongside Part 2, this tells you both where each part is used and how it is built — at the level of detail you would otherwise have to gather from a separate datasheet for every item.
Quartz Immersion Heater
The immersion heater is the workhorse of the heated wet bench. It is a sealed quartz envelope — a single tube, or more often a bundle of tubes joined into a vessel-like body — that houses an electric resistance element and is lowered directly into the chemical bath. The defining feature is separation: the quartz wall stands between the metal heating element and the corrosive liquid, so the chemistry never touches the wire. Heat generated by the element passes outward through the quartz wall into the bath by a combination of conduction through the wall and radiation from the hot quartz surface.
How it is built. Inside the sealed envelope, the resistance element is wound or routed so that heat is distributed along the length that sits below the liquid line. The cold end — where the electrical leads exit the envelope — is sealed and kept above the bath, because that seal is the heater’s most vulnerable mechanical feature. The envelope is shaped to fit the tank: straight tubes for narrow baths, U-shapes or multi-leg bundles for larger baths that need more heated surface area in a compact footprint.
Design variables that matter. Wall thickness in the element-contact zone is the central trade-off: a thicker wall lasts longer against chemical thinning but transfers heat more slowly, while a thinner wall heats the bath faster but thins through sooner. Power density — watts per unit of heated surface — must be matched to the chemistry and bath volume; too high a density overheats the local wall and accelerates both thinning and devitrification. The heated length and immersion depth set how much of the envelope does useful work. The cold-end seal design determines whether chemistry vapor or splash can reach the leads. And the overall envelope geometry has to clear the wafers, the carrier, and the weir inside the tank.
How it fails, and how to extend life. Immersion heaters are planned consumables. The dominant failure is slow local thinning of the wall where the element runs hottest, until the wall finally breaches and exposes the element to the bath. Running the heater at a sensible power density, ensuring it is always fully immersed before energizing (never energize a heater in air or a partially filled tank), and controlling heat-up and cool-down rates all push the replacement interval out. A heater that is cycled hard, run hot, or energized dry fails far sooner.
What to specify. The bath chemistry and concentration; the operating and maximum temperature; the required power rating or heat-up rate; the immersion depth and the tank dimensions it must fit; the supply voltage and phase; and the cold-end termination style. State the chemistry explicitly so the supplier can confirm quartz is appropriate — and flag fluoropolymer if HF is involved.
Quartz In-line (Flow-Through) Heater
The in-line heater warms chemistry as it flows through a quartz tube, rather than heating a static bath from within. The resistance element is wound around or built onto the outside of the tube, and liquid is heated by conduction through the wall during the time it spends passing through. In-line heaters live in recirculation loops and at points of use, where chemistry is heated on demand as it moves toward the bath or the wafer, rather than being held hot in bulk.
Why a fab chooses in-line over immersion. Keeping the heat source out of the static bath simplifies bath design and maintenance — the heater can be serviced without draining the tank, and the bath itself stays a simple vessel. In-line heating also suits processes that want chemistry hot only at the moment of use, reducing the time chemistry spends at temperature and therefore its degradation.
Design variables that matter. The tube bore and heated length together set the residence time — how long each unit of liquid stays in the heated zone — which, with flow rate, determines how much heat is actually delivered. Too short a residence time and the liquid leaves before reaching temperature; too long and the loop throttles flow. Power and power distribution along the tube control whether heating is even or concentrated. As with the immersion type, the wall in the element-contact zone thins over time, and the cold-end terminations are vulnerable points.
What to specify. The flow rate; the required inlet and outlet temperatures; the chemistry; the power available; and the connection sizes and types at each end. Make clear whether the unit must match an existing pump and filter loop.
Quartz Heat Exchanger
A true heat exchanger transfers heat between two separated fluids — a hot or cold medium on one side, the process chemistry on the other — through a quartz wall, with no electric element involved. It is built from coiled or multi-tube quartz that maximizes the wall area across which heat passes while keeping the two fluids completely separate. Exchangers are used where electric heating is undesirable, where a plant already has a hot or chilled medium to draw on, or where the duty is cooling a bath rather than heating it.
Why the naming confusion matters. Because some catalogs use “heat exchanger” loosely for in-line electric heaters, buyers sometimes order the wrong hardware. The distinction is real: an exchanger needs a second fluid loop and transfers heat passively; an in-line heater needs electrical power and adds heat actively. If your requirement is simply to add heat and you have power available, an in-line heater is usually the right and simpler choice. If you have a hot or cold medium and want to avoid electric heating in the chemistry, an exchanger is correct.
What to specify. Both fluids and their chemistry; the inlet and outlet temperatures for each; the flow rates; the heat duty (how much heat must move); and the connection interfaces for both loops.
Quartz Thermowell
The thermowell is the heater’s quiet partner: a closed-end quartz tube that houses the temperature probe controlling the bath, keeping the metal sensor out of the chemistry while still letting it read the true bath temperature. It works on the same separation principle as the heater — quartz wall between metal and chemistry — and it is just as essential, because the entire heater control loop depends on an accurate, uncontaminated temperature reading.
Design variables that matter. The bore must fit the probe snugly enough for good thermal contact but loosely enough to insert and remove it. Wall thickness is a response-time trade-off: a thinner wall lets the probe sense temperature changes faster, which tightens control, while a thicker wall lasts longer in the chemistry. The length sets the depth at which temperature is measured — measuring too shallow or too near the heater gives a false reading that mis-controls the whole bath. Tip geometry affects both response and strength.
How it fails. A cracked or breached thermowell lets chemistry reach the probe, which both contaminates the bath and corrupts the temperature signal, throwing the heater into uncontrolled behavior. Because a thermowell failure can take a whole bath out of control, it is specified, inspected, and replaced as part of the heater system rather than as an afterthought.
What to specify. The probe diameter; the required measurement depth; the chemistry and temperature; and the mounting interface.
Quartz Chemical Tank / Bath
The tank is the structural heart of the station — the vessel that holds the heated chemistry and the immersed wafers, and the part everything else attaches to. It is fabricated from welded quartz plate, and it must do three things at once for years on end: resist the chemistry at temperature, hold its shape under the hydrostatic load of a full bath of dense hot liquid, and contribute zero contamination to the chemistry it contains.
How it is built. Plates of quartz are cut and welded into a box or cylinder, with ports and bosses welded in for fill, drain, recirculation, heater entry, and sensor entry. Inner-tank and outer-tank assemblies are combined where an overflow design is used. Every weld is both a potential leak path and a stress concentrator, so weld layout and weld quality define how long the tank survives.
Design variables that matter. Internal dimensions are driven by wafer size and batch count — the tank must hold the carrier and let chemistry circulate around every wafer. Wall thickness must carry the hydrostatic load without bowing, which would change the geometry the wafers sit in. Weld design — number, placement, and execution of seams — is the single biggest determinant of tank life, because a weak or contaminated seam concentrates both thermal stress and chemical attack and is where most tanks eventually fail. Port and fitting placement has to align with the heater, sensor, plumbing, and overflow so the assembled station works as a unit.
How it fails, and how to extend life. The classic tank failure is a crack or leak starting at a weld seam, driven by repeated thermal cycling and concentrated chemical attack. Controlled heat-up and cool-down, avoiding thermal shock from cold refills into a hot tank, and starting with a high-quality, low-contamination weld all extend tank life. A tank built with clean, well-executed welds from good material lasts far longer than one where welds were rushed.
What to specify. Internal dimensions; wafer size and batch count; chemistry and temperature; the location of every port and fitting; and whether an overflow / cascade design is required. A drawing removes all ambiguity.
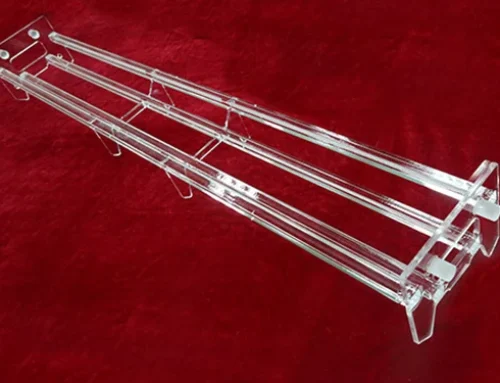
Custom fused quartz overflow (cascade) tank with weir and inlet/outlet ports for wet cleaning.
Quartz Overflow Weir and Cascade (Outer) Tank
The overflow weir turns a plain tank into a self-cleaning cascade bath. Fresh chemistry is fed in from the bottom of the inner tank and rises, flowing continuously up and over the weir lip into a surrounding outer catch tank. As it spills, it carries loosened particles up and away from the wafers so they cannot redeposit — the mechanism that makes cascade baths so effective at particle removal, especially in SC-1 and in DI rinse.
Why the weir geometry is critical. The lip of the weir is a precision feature. Its flatness and profile govern how evenly liquid spills around the entire perimeter of the tank. If the lip is uneven or poorly machined, liquid spills faster on one side and slower on another, creating flow dead zones where particles settle back down onto the wafers instead of being carried away. A well-made weir produces a uniform sheet of overflow all the way around, which is what gives consistent particle removal across the whole batch.
Design variables that matter. The weir height sets the liquid level and the wafer immersion depth. The lip profile sets the spill uniformity. The overflow rate — how much fresh chemistry is fed per minute — sets how aggressively particles are swept away. The outer-tank capacity must handle the overflow without backing up. All of these are matched to the wafer size, batch count, and the specific step (SC-1 versus rinse have different overflow needs).
What to specify. Inner-tank dimensions; weir height and lip design; required overflow rate; and outer-tank capacity, along with the step it serves.
Quartz Wafer Carrier / Cassette
The carrier holds the wafers at fixed spacing and lowers them into the bath so chemistry reaches both faces of every wafer evenly. It is the one quartz part that travels with the wafers through multiple baths, which makes its cleanliness disproportionately important — a contaminated carrier recontaminates every wafer it touches at every station it visits.
Design variables that matter. Slot pitch consistency is the first variable: evenly spaced slots give even chemistry access and therefore even etch and clean results from wafer to wafer, while uneven spacing produces batch non-uniformity. Contact-area geometry is the second: the carrier should support each wafer on the smallest practical area at its edge, because a small contact area both reduces particle generation from edge friction and minimizes the watermark defects that form where a droplet of liquid is trapped at a contact point as the wafer is withdrawn and dried. The slot count and pitch must match the process batch size and the handling robot. The overall geometry must clear the tank, the weir, and the heater.
How it fails, and how to extend life. Carriers accumulate damage from repeated loading and unloading and from thermal cycling; chipped slots generate particles and can scratch wafers. Gentle handling and inspection for slot damage keep a carrier in service. Because the carrier visits every bath, keeping it clean is a process-wide concern, not a single-station one.
What to specify. Wafer size; slot count and pitch; the handling/tool interface; and the baths it must pass through (so its geometry clears every tank and weir in the sequence).
Quartz Spray Bar, Nozzles, and Manifold
The spray bar distributes deionized water or chemistry across the wafer batch during rinse and spray steps. It is a quartz tube — or a manifold of tubes — drilled with a pattern of holes or fitted with nozzles, fed from one end or both, that delivers an even curtain or spray of liquid over the wafers.
Why hole pattern and flow balance matter. Rinse uniformity is set directly by how evenly liquid comes out along the length of the bar. If the holes nearest the feed end flow more than the far holes, one side of the batch rinses more than the other, and incompletely rinsed wafers carry chemical residue forward as a defect. The hole size, spacing, and the internal bore are engineered together so that pressure and flow stay balanced from one end of the bar to the other, giving an even output across the whole wafer batch.
Why quartz rather than plastic. Spray hardware sees both chemistry and temperature, and plastic alternatives can shed particles or soften, contaminating the very rinse that is supposed to clean the wafers. Quartz neither sheds nor deforms, which is why it is used for spray bars in critical rinse steps.
What to specify. The flow rate; the required spray coverage and pattern; the chemistry; and the bath or tool the bar mounts into.
Quartz Level Tube and Sight Tube
Level tubes and sight tubes let operators and optical sensors read the bath’s liquid level and clarity from outside, without putting any additional material into the chemistry. A sight tube uses the transparency of clear quartz so that a level can be seen or sensed through the wall; a level tube provides a defined column whose liquid height tracks the bath.
Why they still matter despite being simple. These are among the simplest quartz parts on the bench, but a cracked or chemically fogged tube takes a bath offline — either it leaks, or it can no longer be read. Material quality and the integrity of the weld where the tube joins the tank therefore still matter. Clear-grade quartz is used specifically so that optical clarity is maintained for sensing.
What to specify. The length and bore; the mounting and connection to the tank; and whether an optical sensor must read through the tube, which sets the clarity grade.
Quartz Tubing, Stems, Flanges, and Fittings
Tying every station together is a network of quartz tubing, stems, flanges, and threaded or ground fittings that route chemistry between tanks, heaters, filters, and drains. These connection parts face the same corrosive chemistry and temperature as the tank itself, and the joints between them are where the assembly is most vulnerable.
Why the joints are the weak point. Welds and ground fittings are simultaneously the highest-stress and highest-attack locations in a plumbing run. They concentrate thermal stress from cycling and chemical attack from the flowing liquid, and they are where leaks and corrosion appear first. The quality of these joints is a major differentiator between a plumbing set that lasts years and one that leaks within months.
Design variables that matter. The bore and wall set the flow capacity and the pressure rating. The connection type — welded for permanence, ground joint or flange for serviceability, threaded for adjustability — is chosen for whether the joint needs to be opened for maintenance. The seal design at removable joints determines whether they hold against the chemistry. Routing geometry has to fit the bench layout and connect each component’s ports correctly.
What to specify. The routing and layout; the flow and pressure; the chemistry and temperature; and the interface at each end. Use quartz wherever chemistry and temperature demand it, and fluoropolymer wherever HF is present.
Quartz Recirculation and Filtration Hardware
Many baths continuously recirculate chemistry through a filter to hold particle counts down — drawing liquid from the bath, pushing it through a filter (and often an in-line heater), and returning it. The quartz portions of this loop — the tubing, the in-line heater, the fittings, and the connections to the filter housing and pump — must all match the rest of the loop’s interfaces and survive the same chemistry.
Why it matters as a set. A recirculation loop only works if every interface matches: the tubing bore to the pump, the fittings to the filter housing, the in-line heater duty to the flow. Mismatched parts throttle flow, leak at adapters, or fail to deliver the heat the bath needs. This is a clear case where sourcing the quartz parts of the loop together, matched to the pump and filter, pays off.
What to specify. The loop flow rate; the filter housing and pump connection sizes; the chemistry and temperature; and the in-line heater duty if the loop is heated.
Part 4 — How the Components Work Together as One System
A single heated cleaning bath ties most of these parts into one assembly. Chemistry sits in a quartz tank. A quartz immersion heater holds it at temperature, or a quartz in-line heater warms it in a recirculation loop. A probe in a quartz thermowell reads the bath and drives the heater control. Fresh chemistry overflows a quartz weir into the outer tank to sweep particles away. Wafers enter in a quartz carrier; rinse steps add quartz spray bars; level is watched through a quartz sight tube; and the whole loop is plumbed with quartz tubing and fittings, often through a recirculation filter.
The parts are interdependent, not independent. A heater wall thinned by years of attack can fail and expose its element. A tank weld that leaches contamination undoes the clean the bath is meant to perform. A poorly cut weir redeposits particles. A contaminated carrier recontaminates every wafer it carries. A failed thermowell loses temperature control of the whole bath. Because a weakness in any one part shows up as a yield problem downstream, experienced buyers source and qualify the wet-process quartz set as a matched system rather than as separate commodity purchases.
Part 5 — Failure Modes: What Goes Wrong and Why
Chemical thinning and heater burnout
Corrosion of quartz is not zero at elevated temperature, and it concentrates where the heating element contacts the inside of the tube wall — the hottest point. Over years the wall thins there, and a heater eventually fails, exposing the element. Wall thickness in the contact zone is the design lever that trades heat transfer against lifetime, which is why heaters are treated as planned consumables.
Devitrification
Prolonged high temperature, especially with surface contamination, converts glassy quartz into a crystalline cristobalite layer that is opaque, weak, and flakes into the bath as particles. Clean handling and the correct grade slow it. Devitrification is most likely at the hottest, most contaminated surfaces.
Thermal-shock cracking
Despite excellent thermal-shock tolerance, very rapid temperature change — energizing a heater into a cold bath, or splashing cold liquid onto hot quartz — can crack parts at weld seams and thickness transitions where stress concentrates. Controlled heat-up and cool-down extend life.
Weld and joint failure
Welds and ground joints are the highest-stress, highest-attack locations in the assembly. Most catastrophic tank and plumbing failures start at a weld, which makes weld quality one of the most important — and least visible — differentiators between quartz suppliers.
Part 6 — How to Specify Wet-Process Quartz When You Buy
For any heater (immersion, in-line, or heat exchanger)
State the type; the bath chemistry and concentration; operating and maximum temperature; power rating or required heat-up rate; immersion depth or flow rate; voltage and phase; and the physical envelope. State the chemistry explicitly so the supplier can flag HF incompatibility and recommend fluoropolymer where needed.
For tanks, weirs, and carriers
Provide internal dimensions, wafer size and batch count, chemistry and temperature, port and fitting locations, and overflow or recirculation requirements. A drawing in DXF, STEP, or dimensioned PDF removes ambiguity; where you only have an existing part, dimensioned photographs plus the wet-station model let a supplier reverse-engineer a correct replacement.
For a complete bench
Supply the wet-station model or a layout drawing so the manufacturer can match interfaces — tank ports to tubing, heater envelope to tank cutout, carrier pitch to wafer size, thermowell to sensor — and deliver a set that assembles without rework.
Purity grade
Confirm the grade the process needs. The most contamination-sensitive steps — pre-gate and pre-diffusion cleans, and SC-2 metal removal — call for the lowest-metal quartz; less critical steps can run a standard grade at lower cost. State the application and let the supplier confirm the grade rather than choosing a code blind.
Part 7 — Standard vs Custom
A few wet-process parts are near-standard for common tool platforms, but most fabs run their own combination of bath size, chemistry, wafer format, and tool model, so wet-process quartz is predominantly made to drawing. Custom tanks, bespoke heater geometries, non-standard carrier pitches, and complete matched wet-bench sets are routine for a specialist fabricator. Prototype quantities — even a single part — should be accepted alongside production, with identical purity and inspection standards, so a qualified prototype transfers to production without re-qualification.
Frequently Asked Questions
Which wet-process steps cannot use quartz?
Any step involving hydrofluoric acid — dilute HF and buffered oxide etch (BOE) — because HF etches fused silica directly. Those steps use fluoropolymer hardware. Every other common wet step (SPM, SC-1, SC-2, hot phosphoric nitride etch, DI rinse) uses quartz.
Is a quartz heater the same as a quartz heat exchanger?
No. A quartz immersion or in-line heater adds heat electrically through a resistance element. A true heat exchanger transfers heat between two separated fluids with no element. Some catalogs use heat exchanger loosely for in-line heaters, so confirm which one a quote describes before ordering.
Why is quartz used instead of cheaper materials?
Two reasons together: it resists almost all wet-cleaning chemistry at temperature, and it does not leach metallic contamination into the bath. Many materials manage one but not both. A wafer-processing part must survive the chemistry and stay clean, and quartz does both.
How long does a quartz immersion heater last?
It depends on chemistry, temperature, and duty cycle. Heaters are consumables: the wall thins where the element runs hottest, and the part is replaced before it fails. Controlled heat-up, correct power rating, and adequate contact-zone wall thickness all extend life.
Can you match an existing part without a drawing?
Usually yes. With dimensioned photographs, a sample, and the wet-station model number, a specialist fabricator can reverse-engineer a correct replacement. A drawing in DXF, STEP, or PDF is faster and removes ambiguity, but is not strictly required.
Can one supplier provide the whole wet-bench quartz set?
Yes, and it is the better approach. Sourcing the tank, heater, thermowell, weir, carrier, spray bars, and plumbing from one fabricator ensures the interfaces match and the purity grade is consistent across parts, so the set assembles and performs as a system.
Getting the Right Wet-Process Quartz for Your Fab
FGQuartz manufactures the complete wet-process quartz toolkit — immersion and in-line quartz heaters, heat exchangers, thermowells, chemical tanks, overflow weirs and cascade tanks, wafer carriers, spray bars, sight tubes, and the tubing and fittings that connect them — from high-purity fused silica at our works in Lianyungang, China, shipped worldwide. With over 20 years of dedicated fused silica fabrication, we match every part to your bath chemistry, temperature, wafer size, tool platform, and purity grade — from a single replacement heater to a fully matched wet bench, prototype or production. See our quartz tubes and custom quartz fabrication, explore the full semiconductor quartz range, or request a quote — we respond within 24 hours.


{kind=link}
{kind=link}
{kind=link}